
Bezpłatny fragment - Specjalizowany Katalog Monet Polskich 1918—1945
Od autora
Przeglądając katalogi monet polskich XX wieku można odnieść wrażenie, że albo mennice produkują zawsze jednakowe monety, albo kolekcjonerzy monet mają słaby wzrok. Na przykład, w aktualizowanym co kwartał katalogu, w wydawanym od 1993 do 2017 „Przeglądzie Numizmatycznym”, znajdujemy tylko informacje o istnieniu odmian monet 20 groszy z 1973 r., 50 groszy z 1978 r., 1 złoty z 1975 i 1978 r. oraz 2 złote z 1978 roku. Różnice polegają na obecności znaku menniczego pod łapą orła lub na jego braku. Te odmiany są powszechnie znane, tak jak fakt istnienia 2 rodzajów monet z roku 1949 (aluminium/brąz, aluminium/ miedzionikiel). W roku 1999 w czerwcowym numerze miesięcznika „Money Trend” opublikowano katalog monet polskich XX wieku sygnowany przez Janusza Parchimowicza. W nim pojawiają się informacje o istnieniu 10-groszówki z 1973 r. i o 5-złotówce z 1978 r. bez znaku mennicy. Wzmianka o tych monetach pojawiała się też w katalogu Fischera. Skatalogowane są również 2 rodzaje 5-złotówki z roku 1958 różniące się krojem cyfr daty i dwa rodzaje 20 groszy z roku 1976. Uważne przejrzenie zbiorów daje znacznie ciekawsze rezultaty. Różnic w wyglądzie monet jest więcej, ale brak publikacji dającej ich pełny przegląd.
W przypadku monet II Rzeczpospolitej jedynymi odmianami notowanymi w katalogach były najniższe nominały w brązie i mosiądzu, „sztandary” bite stemplem płytkim lub głębokim, srebrne monety bite w zagranicznych mennicach z odpowiednimi znakami mennicy lub bez znaku mennicy oraz niklowana i nieniklowana pięćdziesięciogroszówka z datą 1938.
Niniejszy katalog jest próbą zgromadzenia i udostępnienia możliwie pełnej informacji o wariantach stempli polskich monet obiegowych od początku XX wieku do czasów najnowszych. Jego zakres ograniczyłem zgodnie z moimi zainteresowaniami — ująłem w nim jedynie monety obiegowe w ścisłym tego słowa znaczeniu.
Starałem się umieścić w wykazie i dokładnie opisać wszystkie monety obiegowe we wszystkich znanych mi odmianach stempla oraz niektóre bardziej spektakularne, powtarzalne usterki bicia. Podałem również informacje o najczęściej spotykanych przypadkach fałszerstw na szkodę emitenta i opisałem najgroźniejsze fałszerstwa na szkodę kolekcjonerów.
W odróżnieniu od wydań poprzednich, zrezygnowałem z katalogowania prób oraz odbitek w złocie wykonywanych na prywatne zamówienia. Zachowałem numerację zgodną z poprzednimi wydaniami, ale monety GG zostały zgrupowane w osobnej części. Dla zachowania zgodności pozostał też podział na odmiany złotówek niespójny z podziałem dwuzłotówek.
Katalog nie zawiera wycen, a jedynie oszacowanie stopnia rzadkości poszczególnych odmian.
Zdjęcia monet (w znacznej części z mojej kolekcji) wykonywałem w ciągu kilku lat, różnym sprzętem i w różnych warunkach, co niestety zaowocowało ich zróżnicowaną jakością. Mam jednak nadzieję, że wszystkie istotne szczegóły dodatkowo opisane w tekście są na nich wystarczająco dobrze widoczne.
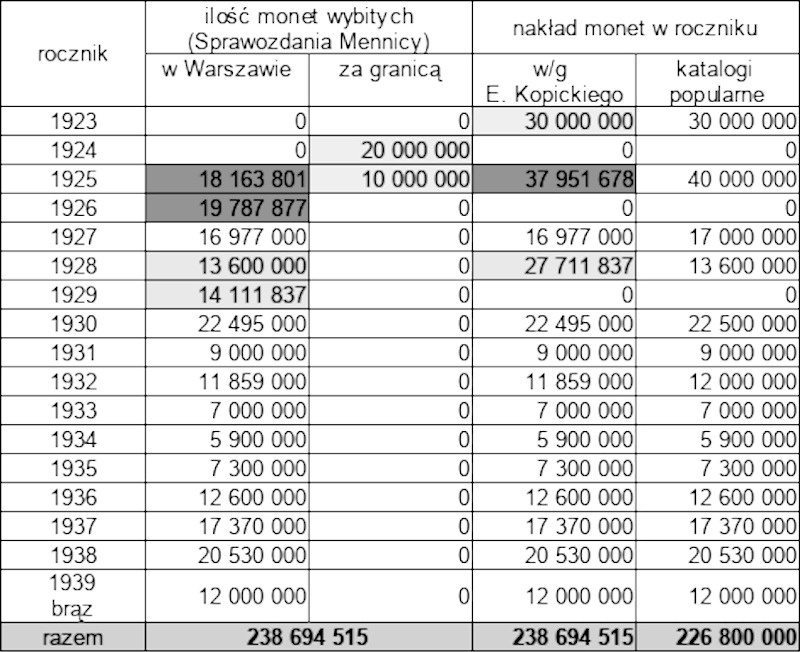
W wielu przypadkach natknąłem się na różnice w wysokości nakładów podawanych przez różne źródła. Szczegółowe omówienia znajdują się przy opisach monet. Dodatkowo, w aneksie A, dołączam kopie odnośnych tabel z trzech sprawozdań Mennicy Państwowej.
Rzadkość monet podaję według skali dla ilości monet pozostałych, omówionej przez E. Kopickiego w części czwartej dziewiątego tomu „Katalogu podstawowych typów monet i banknotów Polski oraz ziem historycznie z Polską związanych” — Warszawa 1989. Kopicki, za Terleckim (Wiadomości Numizmatyczne 2/1957) założył, że z całego nakładu, po wycofaniu monety z obiegu zachowuje się około 20% egzemplarzy.
Czasem zdarza się, że z różnych względów zachowuje się więcej albo mniej, niż 20% nakładu. Zachował się na przykład prawie cały nakład okolicznościowych dziesięciozłotówek z Sobieskim i Trauguttem. Z drugiej strony, przetopiono zdecydowaną większość nakładu Nike z rocznika 1932. W tych przypadkach stopień rzadkości monet został skorygowany, tak by odpowiadał rzeczywistej, a nie teoretycznej ich dostępności.
Pewne kontrowersje powstają przy próbie ustalenia dat wprowadzenia monet do obiegu. Za formalną datę przyjmuję zawsze datę wejścia w życie właściwego rozporządzenia, zazwyczaj pokrywającą się z datą jego ogłoszenia (nie podpisania!) i taką datę podaję w opisach monet. Data rzeczywista często była znacznie późniejsza, co wynikało z przyczyn techniczno-organizacyjnych. Rzeczywiste daty wprowadzenia monet do obiegu są zazwyczaj niemożliwe do ustalenia, bo bank centralny nie informował o dacie przekazania dostaw z mennicy do oddziałów i innych instytucji. W pierwszych zwłaszcza latach II RP informacje takie przynosiła prasa codzienna.
Dla przykładu: rozporządzenie w sprawie ustalenia wzoru monet srebrnych wartości 5 i 10 złotych upamiętniających wymarsz oddziałów Związków i Drużyn Strzeleckich:
— podpisano 21 lipca 1934 r. (D. U. 69, poz. 669),
— opublikowano 31 lipca 1934 z informacją, że rozporządzenie wchodzi w życie z dniem ogłoszenia,
— w treści §1 zapisano, że monety będą bite w sierpniu i wrześniu 1934 r.
Nie wiem, skąd autorzy niektórych katalogów czerpali informacje, podając, że tę monetę wprowadzono do obiegu 31 czerwca 1934 r.
Dla monet z rocznika 1923 można by przyjąć, że datą wprowadzenia do obiegu jest dzień 1 lipca 1924 ustalony w rozporządzeniu Prezydenta Rzeczpospolitej Polskiej z dnia 14 kwietnia 1924 r. o zmianie ustroju pieniężnego. W § zapisano ”Począwszy od 1 lipca 1924 r. marka polska przestaje być prawnym środkiem płatniczym.” jednak w dalszym ciągu tego paragrafu informuje się, że „Poczynając od dnia 1 czerwca 1924 r. Skarb Państwa przystąpi do wymiany marek polskich na bilety Banku Polskiego oraz monety względnie bilety zdawkowe.”. I właśnie ta druga data, czyli 1 czerwca 1924 r. jest właściwą, oficjalną datą wprowadzenia do obiegu pierwszych monet odrodzonej Polski.
Potwierdzono to w Rozporządzeniu Ministra Skarbu z dnia 27 maja 1924 r. o wymianie marek polskich (Dziennik Ustaw — rok 1924, nr 44, poz. 473). W jego paragrafie pierwszym stwierdza się, że
„Z dniem 1 czerwca 1924 r. Skarb Państwa przystępuje do wymiany marek polskich na bilety Banku Polskiego oraz monety, względnie bilety zdawkowe.”
Dla przeważającej większości monet II RP, daty wycofania z obiegu wynikają pośrednio z przepisów wydanych po zakończeniu II Wojny Światowej (patrz rozdział „Zakończenie”).
Bardzo proszę o korespondencję z informacjami o innych, znanych Państwu odmianach, wariantach, usterkach i fałszerstwach. Pisać proszę na adres monetypolskie@gmail.com
Wstęp
Jak powstają monety
Współczesna technologia produkcji monet sprawia, że wszystkie egzemplarze wybranego rodzaju monety z pozoru są identyczne, nawet jeśli wybito ich kilkaset milionów. Z prozaicznych powodów związanych z techniką menniczą „identyczne” monety czasem różnią się między sobą.
W największym uproszczeniu proces produkcji monet niemal do końca XX wieku przedstawiał się następująco:
1. Na podstawie projektu rysunkowego wykonuje się pozytywowy model monety — w glinie, gipsie, plastelinie lub innym tworzywie. To, co na monecie ma być wypukłe, jest wypukłe i na modelu. Napisy można czytać normalnie, a nie w odbiciu lustrzanym.
2. Z modelu wykonuje się odlew, który jest negatywem modelu. Odlew wykonuje się z materiału, który po stwardnieniu można cyzelować, czyli poprawiać szczegóły rysunku przy pomocy specjalnych rylców i skalpeli, a także wygładzać płaskie powierzchnie.
3. Z poprawionego odlewu negatywowego wykonuje się kolejny odlew — pozytywowy, trwały. Ten odlew wykonuje się z metalu lub tworzywa odpornego na uszkodzenia i zniekształcenia. I ten model poddaje się cyzelowaniu.
4. Kiedy trwały model jest już gotowy, w ruch idzie maszyna redukcyjna — urządzenie oparte na znanym od wieków przyrządzie rysunkowym zwanym pantografem. Kiedy jednym z ostrzy pantografu obrysowuje się wybrany wzór (litera, rysunek), jego drugie ostrze kreśli ten sam wzór w skali ustalonej przez stosunek odległości ostrzy od osi obrotu. Pantografem można wzór powiększać albo zmniejszać. Maszyna redukcyjna odtwarza wzór przestrzenny. „Na wyjściu” pojawia się nie rysunek, a płaskorzeźba. Przy okazji gubią się szczegóły nieistotne — drobne nierówności, których nie sposób uniknąć przy ręcznej pracy nad modelem, mającym 30 do 45 centymetrów średnicy. Powstający w maszynie półfabrykat też jest pozytywowym wizerunkiem monety. Proces redukcji modelu może mieć kilka etapów.
5. Po zakończeniu tej operacji mamy pozytywowy model monety w skali 1:1 nazwany patrycą. Amerykanie nazywają to narzędzie mennicze „master hub”. Patryca jest metalowym prętem, zwężającym się z jednej strony do średnicy zaplanowanej dla monety.
6. Patryca z rysunkiem monety zostaje utwardzona i umieszczona w prasie naprzeciw podobnego pręta z gładką, lekko wypukłą powierzchnią czołową — przyszłej matrycy. Pod naciskiem kilkuset ton, relief patrycy jest wtłaczany w matrycę — negatywową oczywiście. Przenoszenie wzoru monety na matrycę też odbywa się wieloetapowo. Po każdym etapie (mogą być dwa, albo więcej) matryca jest zmiękczana (odpuszczana) termicznie. Po zmiękczeniu matrycy, patryca ponownie jest w niej odciskana, dzięki czemu uzyskuje się dokładne odwzorowanie najmniejszych detali rysunku monety. Tak powstaje matryca I, czyli po amerykańsku „master die”. Zazwyczaj z patrycy wykonuje się jedną albo dwie matryce I.
7. Analogiczną metodą z matrycy I otrzymuje się matrycę II — tym razem pozytywową. Tu widać pewną nielogiczność polskiej terminologii. Amerykanie nazywają to narzędzie bardziej konsekwentnie — „working hub”. Naszym odpowiednikiem powinna być „patryca robocza”.
8. Matrycą II (patrycą roboczą) produkuje się właściwe narzędzia służące do bicia monet, a mianowicie stemple „working dies” — oczywiście są one negatywowe.
Z jednej patrycy mamy dwie matryce I, z nich po kilka lub kilkanaście matryc II, a z nich po kilkadziesiąt lub kilkaset stempli. Jeśli stempli ma być więcej, a tak bywa przy wielomilionowych nakładach monet, to możliwe jest wprowadzenie etapów pośrednich (matryca III i IV). Teoretycznie, kiedy wszystko odbywa się idealnie i bez zakłóceń, wszystkie otrzymane stemple powinny być identyczne, ale jak powszechnie wiadomo, praktyka nie zawsze podąża drogą wytyczoną przez teorię. Kiedy tak się dzieje?
Na każdym z etapów oznaczonych (6), (7) i (8) para patryca/matryca albo matryca/stempel trafia pod prasę więcej, niż jeden raz. Wystarczy minimalne wzajemne przesunięcie lub obrót i pewne elementy rysunku ulegają zdwojeniu. Na etapach (6) i (7) kontrola jakości jest tak wnikliwa, że tego typu usterka jest eliminowana. Na etapie wykonywania stempli czasem (bardzo rzadko) stempel ze zdwojonymi fragmentami rysunku trafia do prasy menniczej i są nim bite monety. Powstałe w ten sposób monety za oceanem nazywa się „doubled die”. Klasycznym amerykańskim przykładem takiego błędu jest część jednocentówek z rocznika 1955, a wśród monet polskich, niektóre złotówki z roku 1985.
Niezwykle rzadko zachodzi potrzeba powtórzenia całego procesu — od etapu (4). W roku 1917 zdarzyło się to w mennicy w Stuttgarcie i doprowadziło do powstania odmian i wariantów dziesięcio- i pięciofenigówki Królestwa Polskiego.
Zdarza się też, że jedno z pośrednich narzędzi, np. matryca II ulega drobnemu uszkodzeniu. Drobnemu na tyle, że nie opłaca się powtarzać całej kosztownej operacji od początku, tylko dokonuje się naprawy narzędzia rzeźbiąc w nim zniszczony detal, czasem różniący się od pierwowzoru.
W przypadku monet obiegowych, z kolejnymi latami emisji zmieniają się jedna, dwie lub trzy cyfry daty. Wydawało by się, że nic prostszego, jak przygotować matrycę I z pustymi miejscami na cyfry daty właśnie i odpowiednie modyfikacje wprowadzać na dalszych etapach. Niestety, a może na szczęście, trwałość narzędzi menniczych (patryc, matryc, stempli) jest ograniczona i ze zmianą rocznika zmienia się patryce. To dzięki temu tak łatwo odróżnia się fałszerstwa pięciogroszówki z 1934 r. od oryginałów. Czasem minimalne różnice w rysunku monet obiegowych poszczególnych roczników wprowadza się z pełną świadomością — pełnią one rolę znaczników ułatwiających demaskowanie fałszerstw na szkodę emitenta.
Destrukty
Innym powodem różnego wyglądu monet, które powinny wyglądać jednakowo, są błędy i usterki podczas bicia. Ich konsekwencją są tzw. destrukty mennicze. Destrukty można podzielić na 3 podstawowe rodzaje i kilka podrodzajów:
I. Usterki spowodowane wadami stempla
A. Monety wybite uszkodzonym stemplem — pęknięcia, odpryski, zarysowania, zużycie stempla.
Podczas bicia monet występują duże obciążenia dynamiczne stempli, co powoduje czasem ich uszkodzenia w postaci pęknięć lub nawet odprysków.

Monety wybite uszkodzonymi stemplami mają cieńsze lub grubsze, wypukłe linie w miejscu pęknięć stempla lub ostrokrawędziowe wypukłości na powierzchni.

Z kolei tarcie występujące między powierzchniami stempli i krążka monetarnego powoduje stopniowe zużywanie stempli. Z czasem rysunek staje się nieostry, zanikają jego szczegóły. Jeżeli na powierzchni stempla powstaną przypadkowe zarysowania, na monecie uwidaczniają się one w postaci wypukłości, które z reguły nie naruszają elementów rysunku i znaków legendy.
B. Monety wybite uszkodzonym stemplem — zagniecenia. Pomimo ścisłych reguł zachowania czystości pomieszczeń i urządzeń w mennicach zdarza się czasem, że pomiędzy stempel, a krążek dostaną się zanieczyszczenia.

Gdy są to zanieczyszczenia stałe lub trudno usuwalne, stempel może ulec trwałemu uszkodzeniu (destrukty opisane w punkcie III. E.). Jego powierzchnia odkształca się w głąb, w rezultacie na bitych tym stemplem monetach pojawiają się wypukłości. Najczęściej, zanieczyszczenia powodują uszkodzenia na dużych płaszczyznach w polu monety oraz na ostrych krawędziach rysunku i liter w napisach. Litery na monetach wybitych takim stemplem są nieregularnie poszerzone.
Szczególnym przypadkiem tej usterki są monety wybite stemplami, które uległy uszkodzeniu spowodowanemu brakiem krążka między stemplami podczas bicia. Najwyższe punkty stempli mogą się wtedy zetknąć. Zwykle najwyższe punkty stempla to gładkie powierzchnie tworzące tło monety. Zetknięcie w takich miejscach pozostawia bardzo słabo widoczne ślady. Jeśli jednak naprzeciw takiego gładkiego fragmentu znajduje się jakiś kontrastowy element rysunku (np. legenda), to jego ślady odbijają się na przeciwległym stemplu. Na monecie wybitej takimi stemplami na awersie pojawiają się drobne fragmenty rysunku rewersu w odbiciu lustrzanym, na rewersie widać lustrzane odbicie części rewersu (tzw. duch).

C. Monety wybite stemplem z podwójnym rysunkiem. Jeżeli do podwójnego uderzenia stempla (w tym przypadku matrycy) dojdzie przy produkcji stempla, wszystkie monety wybite tym stemplem mają podwójne linie części lub całego rysunku. Ta usterka zazwyczaj jest rzadka, bo stemple poddawane są bardzo wnikliwej kontroli, a i same monety (jak każdy produkt) również podlegają kontroli jakości. Zazwyczaj nakład ograniczony do ilości monet możliwej do wybicia jedną parą stempli.

D. Monety wybite stemplem otrzymanym z patrycy przy zbyt małym nacisku prasy. Jeżeli nacisk prasy przy tłoczeniu stempla jest zbyt mały, na stempel najlepiej przenosi się to, co jest najbardziej wypukłe na patrycy oraz na monecie. Zanikają elementy mniej wypukłe i szczegóły tła — odwrotnie do monet bitych przy niedostatecznym nacisku prasy (patrz III. H.).
II. Usterki spowodowane wadami krążka menniczego
A. Zastosowanie krążka przeznaczonego dla innej monety
i. Inna średnica.
ii. Inny metal.
iii. Inny rant.
B. Zastosowanie źle przygotowanego krążka. Przed biciem, krążki poddawane są skomplikowanym zabiegom zmierzającym do utrzymywania wysokiej jakości produktów mennicy. Błędy tej obróbki lub zastosowanie krążka, który nie został właściwie przygotowany, mogą spowodować złe przeniesienie rysunku na powierzchnię monety. Zdarzają się krążki z dużymi wgłębieniami — w tych miejscach rysunek stempla nie jest przenoszony ze wszystkimi szczegółami. Niekiedy następuje rozwarstwienie blachy i część jej powierzchni ulega „złuszczeniu” (lamination).

Czasem zdarza się, że krążek zostaje wycięty z końcówki blachy — gdzie ma ona mniejszą grubość. Wybita na nim moneta jest cieńsza i ma wyraźnie niższą wagę. W takim przypadku rysunek monety jest również mniej wyraźny. W skrajnym przypadku krążek jest niepełny, odcięty linią prostą.
C. Ubytek materiału krążka. Zdarzają się monety wybite na krążku wykrojonym, jak Słońce podczas zaćmienia — krążek dwukrotnie trafił pod wykrojnik.
D. Dodatkowy materiał na krążku. Usterka powstaje, gdy „ciało obce” zostanie wprasowane w powierzchnię krążka.

III. Usterki spowodowane nieprawidłowościami podczas bicia monety
A. Hybrydy (mule errors) — do ich wybicia omyłkowo zastosowano stemple awersu i rewersu różnych monet. W starożytności i średniowieczu takie monety powstawały stosunkowo często, czasem nie było to skutkiem omyłki, a świadomego działania. Obecnie zdarza się to niezwykle rzadko. Najświeższe przykłady pochodzą z Kanady i USA.
B. Przesunięcie krążka. Przesunięcie występuje, gdy moneta zostanie wybita bez pierścienia utrzymującego krążek w maszynie menniczej. W takich wypadkach średnica monety jest nieco większa, kształt może odbiegać od kolistego, a rant jest zaokrąglony i gładki. Częściowe obsunięcie pierścienia objawia się przesunięciem ząbków (ornamentów) na rancie, i nieco większą średnicą monety.

C. Obrót stempla rewersu względem awersu. Polskie monety są w znakomitej większości bite tak, aby góra awersu i góra rewersu były w tym samym punkcie. Jeżeli stemple awersu i rewersu są obrócone względem siebie, to powstają monety, na których pionowe osie rysunku obu stron nie pokrywają się oraz tzw. odwrotki. Przykładem odwrotki może być każda prawidłowo wybita moneta USA.
D. Sklejenie się 2 krążków. W ten sposób powstają dwie monety jednostronne — na jednej jest tylko awers, na drugiej rewers. W literaturze anglojęzycznej usterka określana jako brockage.
E. Monety wybite stemplem uszkodzonym przez zanieczyszczenia. Zanieczyszczenie pomiędzy stemplem a monetą może być płynne (najczęściej olej z mechanizmu prasy) lub stałe (pyłki, opiłki itp.). Zanieczyszczenie płynne powoduje niepełne przeniesienie rysunku ze stempla na monetę.
Napisy, które zwykle na monetach są wypukłe, na stemplu są wklęsłościami. W nich najczęściej gromadzą się zabrudzenia. W konsekwencji, litery na monecie są nieregularnie zwężone lub niemal niewidoczne. Usterka często określana, jako „zapchany stempel”. Dłuższe używanie zanieczyszczonego stempla uszkadza go (patrz I.B.).
F. Przylgnięcie wybitej monety do jednego ze stempli. W tym przypadku z następnego krążka powstanie moneta, na której są dwa awersy lub rewersy, z których jeden jest wypukły, a drugi wklęsły. Moneta, która przylgnęła do stempla, sama staje się stemplem na jedno lub kilka uderzeń prasy.
G. Podwójne bicie. Czasem ruchoma część prasy odskakuje po uderzeniu w krążek i uderza go powtórnie. Jeśli dojdzie przy tym do minimalnego choćby przesunięcia krążka, powstaje moneta z częściowo lub całkowicie zdublowanym rysunkiem. Takie monety trudno odróżnić od monet otrzymanych ze stempla z podwójnym rysunkiem (powstałego przy podwójnym uderzeniu patrycy — patrz I.C.). Jednym z ważniejszych kryteriów umożliwiających rozróżnienie jest powtarzalność usterki. Podobny, ale znacznie silniejszy efekt powstaje, gdy między stemple zamiast pustego krążka trafi wcześniej wybita moneta.
H. Niewłaściwy nacisk prasy.
Monety wybite przy zbyt małym nacisku prasy mają dobrze widoczne szczegóły tła i wklęsłych części rysunku oraz niedobite wyższe partie rysunku. Odwrotnie do monet bitych stemplem otrzymanym z patrycy przy niedostatecznym nacisku prasy (patrz I.D.).
Dzisiaj część urządzeń mechanicznych, mennice zastąpiły sprzętem komputerowym. Pantografowe maszyny redukcyjne zostały wyparte przez laserowe skanery. Nadal jednak modele wykonywane są rękami artystów rzeźbiarzy, nadal ręcznie cyzeluje się detale narzędzi menniczych na kolejnych etapach produkcji stempli. Nadal istnieją warunki powodujące, że monety z poszczególnych wielkonakładowych partii mogą się różnić między sobą.
II Rzeczpospolita
1918 — 1939
Pod koniec I Wojny Światowej, 12 września 1917 roku, Niemcy i Austro-Węgry powołały Radę Regencyjną Królestwa Polskiego — ciało kolegialne mające sprawować władzę w zależnym od okupantów Królestwem Polskim. W skład Rady wchodzili: książę Zdzisław Lubomirski, arcybiskup warszawski Aleksander Kakowski i hrabia Józef Ostrowski. Rada powołała pierwszy polski rząd, który rozpoczął przejmowanie od okupantów administracji państwowej. W pierwszej kolejności było to sądownictwo, szkolnictwo, służba zdrowia i administracja publiczna. 7 października 1918 roku Rada Regencyjna ogłosiła niepodległość Polski. 25 października powołano rząd Józefa Świeżyńskiego. 11 listopada 1918 roku przekazano naczelne dowództwo nad wojskiem polskim Józefowi Piłsudskiemu.
Deklaracja
Warszawa, 11 listopada 1918 r.
Rada Regencyjna do Narodu Polskiego. Wobec grożącego niebezpieczeństwa zewnętrznego i wewnętrznego, dla ujednolicenia wszelkich zarządzeń wojskowych i utrzymania porządku w kraju, Rada Regencyjna przekazuje władze wojskowa i naczelne dowództwo wojsk polskich, jej podległych,
Brygadierowi Józefowi Piłsudskiemu.
Po utworzeniu Rządu Narodowego, w którego ręce Rada Regencyjna, zgodnie ze swymi poprzednimi oświadczeniami, zwierzchnią władzę państwową złoży, Brygadier Józef Piłsudski władzę wojskową, będącą częścią zwierzchniej władzy państwowej, temuż Rządowi Narodowemu zobowiązuje się złożyć, co potwierdza podpisaniem tej odezwy.
Aleksander Kakowski,
Józef Ostrowski,
Zdzisław Lubomirski,
Józef Piłsudski
11 listopada 1918 r. przyjmujemy dziś za dzień odzyskania niepodległości przez Polskę.
14 listopada 1918 r. Rada rozwiązała się na mocy własnego dekretu. Od 14 do 22 listopada 1918 r. Józef Piłsudski był z formalnoprawnego punktu widzenia Regentem Królestwa Polskiego. 22 listopada przyjął urząd Tymczasowego Naczelnika Państwa i zmienił nazwę państwa z Królestwa Polskiego na Republikę Polską.
Przed tworzącą się administracją państwową stanęło wiele trudnych zadań. Jednym z nich było stworzenie jednolitego systemu pieniężnego. Początkowo, dekretem z 5 lutego 1919 roku ustanowiono nową jednostkę monetarną LECHA. Trzy tygodnie później dekret anulowano.
Do zmaterializowania się postanowienia ustawy musiało upłynąć wiele czasu. Najpierw ustalono kurs nowego pieniądza.
11 stycznia 1924 roku uchwalono ustawę o naprawie Skarbu Państwa i reformie walutowej W artykule 8 i 9 nakazywała ona:
Ustawa powoływała również do życia bank emisyjny upoważniony do emisji biletów bankowych (banknotów) będących prawnym środkiem płatniczym. 20 stycznia 1924 r. Prezydent Rzeczpospolitej wydał rozporządzenie „w przedmiocie systemu monetarnego”:
W artykule siódmym ustalono, że:
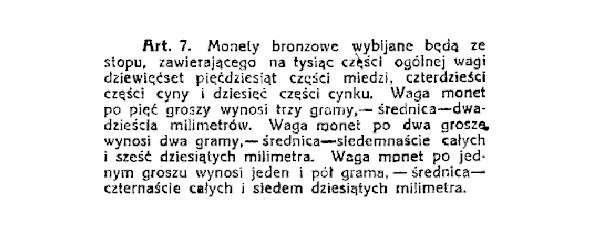
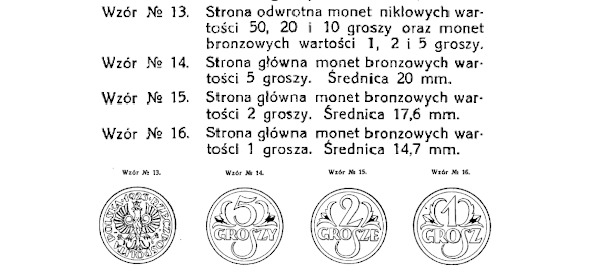
Wzory monet o najniższych nominałach wybrano spośród prac zgłoszonych na konkurs ogłoszony w roku 1923 przez Ministerstwo Skarbu wspólnie z Ministerstwem. Wyznań i Oświecenia Publicznego. Celem konkursu było ustalenie wzorów monet groszowych (1, 2, 5, 10, 20 i 50) oraz złotowych, srebrnych złotówek i dwuzłotówek. Prace konkursowe nadesłało kilkudziesięciu uczestników — wśród nich: Tadeusz Breyer, Józef Gardecki, Wojciech Jastrzębowski, Stanisław R. Lewandowski, Jan Raszka, Witold Rzegociński i Jan Wysocki. W zbiorach mennicy zachowało się około 20 modeli konkursowych. Pierwszą nagrodę otrzymał profesor Wojciech Jastrzębowski. Monety o nominałach od 1 do 50 groszy wybito według jego projektów zgodnie z odpowiednim rozporządzeniem Ministra Skarbu.
W załączniku do tego rozporządzenia umieszczono rysunki monet i określono ich wielkość:
Rozporządzeniem Prezydenta Rzeczpospolitej Polskiej z dnia 14 kwietnia 1924 r. o zmianie ustroju pieniężnego ustalono relację marki polskiej do złotego na 1.800.000: 1. Wobec trudności w szybkim przeliczaniu kwot rozpowszechniły się tablice przeliczeniowe.
W paragrafie 5 rozporządzenia wydanego wcześniej, bo 14 kwietnia znalazły się następujące ustalenia:
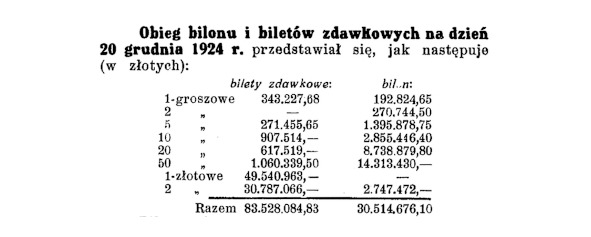
Realizacja wymiany marek na złote i grosze w ogłoszonym terminie była możliwa tylko dzięki temu, że niemal natychmiast po ogłoszeniu wyników konkursu (grudzień 1923) rozpoczęto wykonywanie stempli. Gotowe stemple czekały na użycie aż do 7 kwietnia 1924 r. kiedy to w Warszawie wybito pierwsze pięciogroszówki. Z informacji opublikowanej w tygodniku Przemysł i Handel wydawanym przez Ministerstwo Przemysłu i Handlu oraz Ministerstwo Skarbu wynika, że nowe monety pojawiły się w obiegu niewiele później.
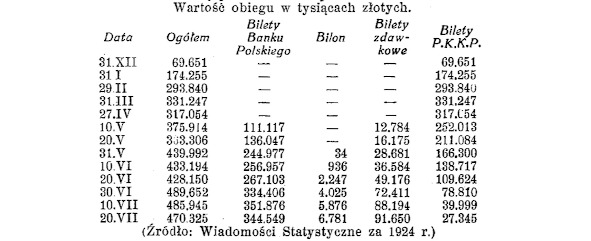
Proces przebiegał szybko. Już pod koniec roku w obiegu znalazły się monety o wartości przekraczającej trzydzieści milionów złotych.
Oprócz opublikowania wzorów monet w Dzienniku Ustaw i prasie codziennej, prowadzono również inne działania przygotowujące do wprowadzenia monet do obiegu. Znane są odciski monet, wykonane w metalizowanej tekturze. Różnią się od oryginałów napisem wokół orła. Zamiast RZECZPOSPOLITA POLSKA i rocznika jest napis WZÓR MONETY POLSKIEJ. Podobno są to wzory, które otrzymywali kasjerzy w bankach i urzędach pocztowych przed wprowadzeniem monet do obiegu. W katalogu J. Parchimowicza odnotowane są monety o nominałach 1, 2, 10, 20, 50 groszy oraz 1 zł (wzór 1929).

u Parchimowicza. (Allegro, aukcja nr 1289032246, zakończona 2 listopada 2010, cena uzyskana 2247 zł)

Mennica Państwowa
(Rozdział jest w głównej części streszczeniem rozdziałów VII i VIII książki Władysława Terleckiego „Mennica Warszawska”, Ossolineum, 1970).
Niemal natychmiast po odzyskaniu niepodległości przez Polskę, zaczęto podejmować działania dotyczące obrotu pieniężnego, w pierwszym rzędzie wprowadzające jednolitą walutę w dotąd podzielonym kraju. W nowej Polsce nie działał żaden zakład, który mógłby przyjąć rolę mennicy państwowej. Mennica Warszawska założona przez Stanisława Augusta Poniatowskiego została zamknięta 1 stycznia 1868 roku, a jej budynek przy ul. Bielańskiej rozebrano w roku 1907 by zwolnić miejsce na budowę banku rosyjskiego. Prace zmierzające do uruchomienia nowej mennicy zaczęto w roku 1922. Najpierw, w Głównym Urzędzie Probierczym w Warszawie przy ul. Złotej 37 uruchomiono pracownię, w której rozpoczęto prace nad projektami pierwszych monet. Kierował nimi Jan Aleksandrowicz. Zaczęto od wybicia próbnych monet z portretem J. Piłsudskiego.
W 1923 roku ogłoszono otwarty konkurs na wzory monet obiegowych od 1 grosza do 2 złotych. Wśród kilkudziesięciu uczestników, jak podaje J. Strzałkowski, byli między innymi Tadeusz Breyer, Józef Gardecki, Wojciech Jastrzębowski, Stanisław Lewandowski, Jan Raszka, Witold Rzegociński i Jan Wysocki. Konkurs wygrał W. Jastrzębowski i to według jego projektów wybito obiegowe monety od 1 grosza do 50 groszy. Dla wyższych nominałów wybrano projekt T. Breyera. Konieczność wyprodukowania bardzo dużej ilości monet w bardzo krótkim czasie wymogła podzielenie zamówień pomiędzy mennice zagraniczne, a tworzoną od podstaw Mennicę Państwową. Zarzucono pomysł budowy i wyposażenia odpowiednio dużej mennicy, bo po liczonym na dwa do trzech lat okresie wytężonej pracy, jej potencjał nie mógłby być później należycie wykorzystany. Na siedzibę mennicy przeznaczono budynki dawnego rosyjskiego monopolu spirytusowego na Pradze, przy ulicy Markowskiej 18.
W sprawozdaniu z organizacji i działalności w latach 1924 — 1925 — 1924 opublikowanym przez Mennicę Państwową w Warszawie znalazła się informacja, że uroczyste otwarcie mennicy nastąpiło 14 kwietnia 1924 r. w obecności Stanisława Wojciechowskiego — Prezydenta Rzeczpospolitej i Władysława Grabskiego — Prezesa Rady Ministrów. Zdarzenie to upamiętniono specjalną emisją pięciogroszówek z monogramem SW (nakład 500 egz.). Najprawdopodobniej uroczystość miała odbyć się wcześniej, bo na monetach jest data 12 IV 24.Uroczyste oficjalne otwarcie Mennicy Państwowej nastąpiło 14 kwietnia 1924 r.

Z publikacji w przedwojennej stołecznej prasie wynika jednak, że automaty mennicze uruchomiono już tydzień wcześniej — 7 kwietnia rozpoczęto bicie pięciogroszówek, pierwszych monet obiegowych wyprodukowanych w mennicy warszawskiej od czasu jej zamknięcia w roku 1867.
W początkowym okresie pracy maszyn, w kwietniu bito dziennie 36 tysięcy monet. W maju dzienna produkcja przekroczyła 150 tysięcy, a w sierpniu ćwierć miliona (18 sierpnia wybito 270.000 monet na jedną zmianę). Dzięki temu spadały koszty produkcji. W maju wybicie tysiąca monet kosztowało 7 złotych, a w czerwcu tylko 4 złote i 50 groszy.
Ilustracja na okładce niniejszego katalogu przedstawia pamiątkowy medal, bity w aluminium podczas Powszechnej Wystawy Krajowej (PeWuKa) zorganizowanej w Poznaniu w dziesiątą rocznicę odzyskania niepodległości. Medale bito dla zwiedzających na stoisku warszawskiej fabryki Władysława Stefańskiego na prasie menniczej w niej wyprodukowanej. Była to śrubowa prasa cierna używana w warszawskiej mennicy niemal od początku jej istnienia ale nie do bicia monet, tylko do wyrobu matryc do produkcji stempli i samych stempli. Monety bito na maszynach umożliwiających znacznie szybszą pracę, co jest konieczne przy produkcji monet wielkonakładowych. Szybkie maszyny sprowadzono do Warszawy z firmy Taylor & Callen.
W roku 1925 jedną parą stempli wybijano w ciągu godziny 6000 monet dwugroszowych. Po upływie czterech do pięciu godzin ciągłej pracy stempel „siadał” i należało go wymienić. Wybicie miliona monet wymagało użycia około 40 par stempli! Monety o większych nominałach (na większych krążkach) bito na maszynach o wydajności 3600 sztuk na godzinę.
W pierwszych latach działania mennicy, jej personel angażowano również do prac związanych z odbiorem transportów monet z mennic zagranicznych. Do kontroli ich jakości, liczenia i przepakowywania.
Monety dostarczane z obcych mennic były przyczyną wielu prasowych sporów. Od kwestii estetycznych zaczynając (patrz 2.15), poprzez kwestionowanie jakości aż po sprawy związane z bezpieczeństwem narodowym.
Ilustrowany Kurier Codzienny zwrócił na przykład uwagę na fakt, że do mennicy wiedeńskiej wysłano stemple do diesięciogroszówek, nie zapewniając odpowiedniej kontroli, która zabezpieczała by Polskę przed nieuprawnionym i nieograniczonym produkowaniem tych monet w Austrii.
Oprócz kwestii związanych z rzekomym brakiem nadzoru nad stemplami, atakowano J. Aleksandrowicza za nadużycia w urzędzie probierczym (przetapiano tam metale szlachetne składane przez obywateli na Dar Narodowy), za niefachowy dobór stopów monetarnych (patrz 2.4), za nepotyzm oraz za dokonany bez konkursu wybór projektu awersów jedno- i dwuzłotówek z rewersem projektu Breyera.
Pomimo tych zawirowań mennica rozwijała się w szybkim tempie. Sprowadzano i montowano nowe urządzenia. Podstawą było pięć pras automatycznych Schulera pozwalających na produkcję do 100 monet na minutę, dwie prasy firmy Taylor&Challen o podobnej wydajności oraz dalsze dwie prasy tej firmy przeznaczone do tłoczenia większych nominałów (do 80 sztuk na minutę). Opracowano własne otaczarki do krążków i maszynę do tłoczenia wklęsłych napisów na rancie.

W maju 1925 r. opublikowano rozporządzenie o tymczasowej organizacji mennicy.
W roku 1926 uruchomiono warsztat rafinacji złota i srebra oraz produkcję medali i plakiet. Medaliernią kierował Józef Aumiller. Zorganizowano też dział wykonujący ekspertyzy falsyfikatów dostarczanych do mennicy. Rozporządzenie ustalające procedury postępowania z falsyfikatami i powierzające mennicy obowiązki w tym zakresie ukazało się dopiero w roku 1932.
Przy mennicy utworzono w roku 1926 Muzeum Numizmatyczne. Pierwszym jego kustoszem został Karol Plage. Po roku zastąpił go Władysław Terlecki. W roku odejścia Plegego z muzeum, zbiory liczyły 4611 sztuk monet (1007 monet polskich i 3604 monety obce) oraz 318 sztuk medali (187 polskich i 131 obcych). Muzeum wydawało komunikaty z informacjami o nowych nabytkach oraz produkcji nowych monet i medali.
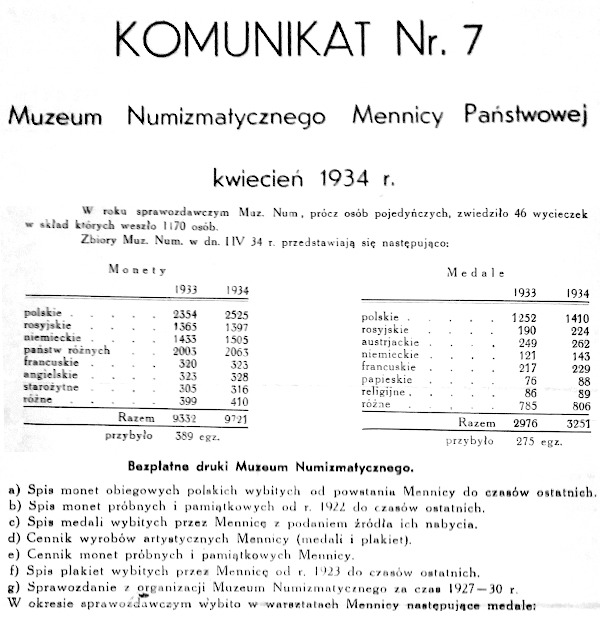
Do roku 1939 opublikowano 12 takich komunikatów.
Oprócz komunikatów muzeum mennicy, jej dyrekcja co trzy lata przedstawiała ministrowi skarbu obszerne sprawozdanie. Przed 1939 r. wydano drukiem trzy sprawozdania, w latach 1927, 1931, 1935 (patrz Aneks A).
Oprócz monet, medali i plakiet, mennica jako jedyny uprawniony podmiot produkowała metalowe pieczęcie państwowe.
W roku 1929 dyrektor Aleksandrowicz przeszedł na emeryturę. Jego obowiązki przejął dotychczasowy zastępca, Ludwik Zagrodzki.
Rok 1930 i 1931 to trudny okres dla warszawskiej mennicy. Zmniejszenie ilości produkowanych drobnych monet obiegowych, perturbacje z produkcją pięciozłotówek i nieudane próby realizacji kontraktu na rumuńskie monety 100 lei ze srebra próby 500 spowodowały redukcję zatrudnienia, ograniczenie wynagrodzeń i przejście na trzydniowy tydzień pracy. Kłopoty skończyły się po zmianie systemu pieniężnego (patrz 2.19). Wzrost zamówień na nowe monety umożliwił rezygnację z zamówienia na monety dla Rumunii. Kontrakt przejęła mennica w Londynie. Przypuszczalnie zlecenie tej mennicy bicia nowych pięcio- i dziesięciozłotówek miało związek z przekazaniem jej realizacji zlecenia trudnego dla Warszawy.
Wycofanie monet I emisji (nr 2.15, 2.16, 2.18) i II emisji (nr 2.22 i 2.23) i zastąpienie ich monetami III emisji (2.19, 2.24, 2.28) trwało do roku 1934. Od tego momentu sytuacja mennicy ustabilizowała się. Oprócz wymienionych monet obiegowych III emisji bito jeszcze monety okolicznościowe, które znalazły się w obiegu na równych prawach (2.20, 2.21, 2.25, 2.26, 2.27, 2.29, 2.30, 2.31, 2.32). Nadal bito brązowe monety 1, 2 i 5 groszy z aktualnymi datami. Wybito też uzupełnienie nakładu niklowych złotówek z niezmienioną datą 1929 (nr 2.17).
Mennica rozwijała się, uzupełniano i unowocześniano wyposażenie. W 1937 r. zakupiono w Niemczech trzy nowe prasy automatyczne o nacisku 300 ton. Niepewna sytuacja polityczna wymogła podjęcie przygotowań do produkcji monet przeznaczonych na czas ewentualnej wojny, które miały być bite na żelaznych krążkach pokrytych cienką warstwą niklu. Opracowano projekty nominałów 10, 20 i 50 groszy. Na przełomie 1938/1939 wybito i zmagazynowano dużą partię pięćdziesięciogroszówek z datą 1938 (nr 2.14).
We wrześniu 1939, po stosunkowo niewielkich uszkodzeniach spowodowanych ostrzałem artyleryjskim, mennica została przejęła przez niemiecką administrację. Kierownictwo objął Eugeniusz Reinhardt, który zarządzał też Wytwórnią Papierów Wartościowych. Niemcy skonfiskowali i wywieźli zapasy srebra i złota. Zabezpieczyli również zbiory muzeum mennicy. W roku 1940 zażądano przekazania zbiorów do Niemiec. Podczas pakowania udało się na szczęście ukryć ich część, następnie wynieść z terenu zakładu i po wielu przenosinach do kolejnych skrytek, zakopać na posesji przy ul. Byczyńskiej. Po wojnie zbiory wykopano i przekazano do Muzeum Narodowego.
W roku 1941 rozpoczęto produkcję cynkowych monet dla Generalnego Gubernatorstwa (nr 2.3, 2.8, 2.10 i 2.12). Na monetach pozostawiono polskie legendy i daty 1923 i 1939.
W roku 1944 Reinhardt został wysłany na front. Zastąpił go Stephen, który później zginął w pierwszych dniach Powstania Warszawskiego.
12 września 1944 niemieccy saperzy wysadzili budynki mennicy, grzebiąc pod gruzami całe jej wyposażenie.
1 grosz
2.1 — 1 grosz — wzór 1923

Projektant:
Wojciech Jastrzębowski; inicjały W — J po obu stronach orła, nad łapami.
Wprowadzono do obiegu:
1 czerwca 1924 r. Dz. Ustaw z r. 1924 nr 44, poz. 473.
Wycofano z obiegu:
30 października 1950 r. Dz. Ustaw z r. 1950 nr 50 poz. 459.
Brąz (95% Cu, 4% Sn, 1% Zn); średnica 14,7 mm; waga 1,5 g; rant gładki.
Wybito w Anglii, w mennicy King’s Norton Metal Company Ltd. w latach 1924—1925, bez znaku mennicy.
Jednogroszówki z rocznikiem 1923 zamówiono w Anglii, w prywatnej mennicy King’s Norton Metal Company Ltd. Kontrakt zrealizowano w latach 1924 — 1925. Pierwsze zamówienie opiewające na 20 milionów monet zrealizowano w pierwszej połowie roku 1924. Drugie, dziesięciomilionowe w roku następnym.
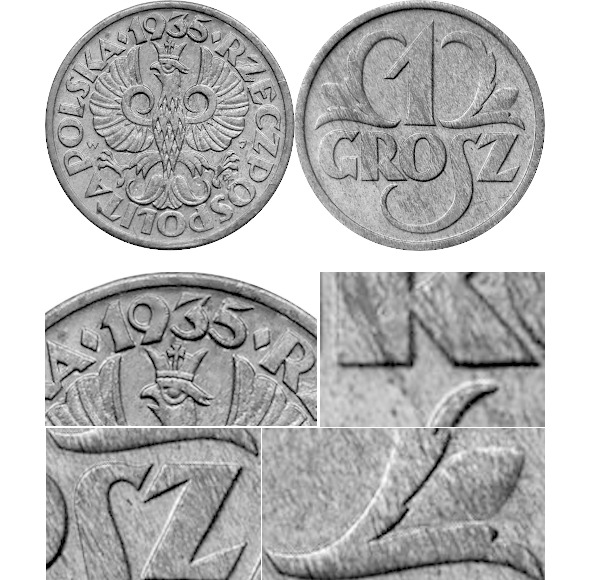
Elementy rysunku rewersu umożliwiające wyróżnienie wariantów stempli jednogroszówek.

Górne zakończenia S i Z w GROSZ.
Ozdobniki obok cyfry 1.
Brązowe monety II RP patynują w różny sposób. Czasem tworzy się na nich jednobarwna, gładka, błyszcząca patyna. Niektóre patynują nierówno — powierzchnia monety wydaje się łuskowata kryta różnobarwnymi, ułożonymi równolegle cętkami. Utrudnia to prawidłową ocenę ich stanu zachowania.
2.1.1. — 1923
Nakład rocznika 30.000.000 sztuk.
2.1.1.a.
Rzadkość —

Litery S i Z wyraźnie oddzielone. Ostre zakończenia litery Z.
Pierwsze wcięcie dolnego listka tej samej długości, co w listku górnym.
2.2 — 1 grosz — wzór 1925

Projektant:
Wojciech Jastrzębowski; inicjały W — J po obu stronach orła, nad łapami.
Wprowadzono do obiegu:
kontynuacja emisji z 1924 r.
Wycofano z obiegu:
30 października 1950 r. Dz. Ustaw z r. 1950 nr 50 poz. 459.
Brąz (95% Cu, 4% Sn, 1% Zn); średnica 14,7 mm; waga 1,5 g; rant gładki.
Wybito w Warszawie, znak mennicy pod prawą łapą orła.
Wiosną 1924 r. uruchomiono mennicę w Warszawie, która rozpoczęła działalność od bicia pięciogroszówek. Pierwsze jednogroszówki wybito w Warszawie w roku 1925.
Początkowo nie przewidywano umieszczania na monetach znaku mennicy. Nie ma go na dwu- i pięciogroszówkach z datą 1923 bitych w Warszawie. Brak informacji, kto i kiedy podjął decyzję o zmianie w tym zakresie. W „Sprawozdaniu z organizacji i działalności w latach 1924 — 1925 — 1926” opublikowanym przez Mennicę Państwową w Warszawie, na stronie 43 napisano tylko, że „Na wszystkich wyrobach Mennicy Państwowej wybija się specjalnie ustanowiony znak menniczy”. Znakiem tym był herb Kościesza, którym pieczętował się pierwszy dyrektor mennicy, Jan Aleksandrowicz. Opis z herbarza: „W polu czerwonym strzała srebrna żeleźcem do góry, w środku przekrzyżowana, w końcu bez opierzenia rozdarta.”. Umieszczano go na wszystkich polskich monetach bitych w Warszawie, począwszy od monet z datą 1925.
W Wiadomościach Urzędu Patentowego 7/8 z 1931 r. przedstawiono znak towarowy mennicy zarejestrowany pod numerem 21608.
W zeszycie dwunastym WUP z tegoż roku opublikowano sprostowanie, w którym zaznaczono, że znak ten powinien być ustawiony odwrotnie, strzałką do góry. Nie znalazłem wcześniejszych informacji dotyczących rejestracji znaku mennicy.
Do czasu uruchomienia w mennicy odlewni i walcowni, brązowe krążki do bicia jedno- i dwugroszówek zamawiano w warszawskich firmach: „Norblin Bracia Buch i T. Werner” oraz „Józef Fraget”.
2.2.1. — 1925
Nakład rocznika 37.951.678 sztuk.
2.2.1.a.
Rzadkość —

Litery S i Z wyraźnie oddzielone. Ostre zakończenia litery Z.
Pierwsze wcięcie dolnego listka dłuższe, niż w listku górnym.
2.2.1.b.
Rzadkość —

2.2.2. — 1927
Nakład rocznika 17.000.000 sztuk.
2.2.2.a.
Rzadkość —

Pierwsze wcięcie dolnego listka tej samej długości, jak, w listku górnym.
2.2.2.b.
Rzadkość R

Stępione zakończenia litery Z.
Pierwsze wcięcie dolnego listka dłuższe, niż w listku górnym.
2.2.3. — 1928
Nakład rocznika 27.711.837 sztuk.
2.2.3.a.
Rzadkość —
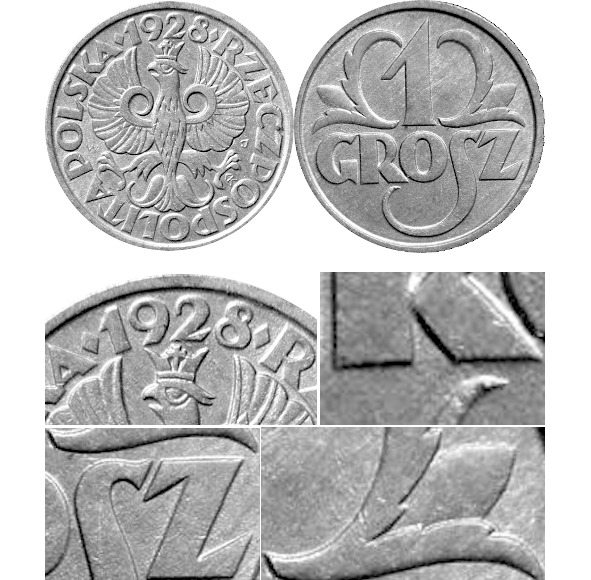
Ostre zakończenia litery Z. Pierwsze wcięcie dolnego listka takiej samej długości, jak w listku górnym.
2.2.4. — 1930
Nakład rocznika 22.495.000 sztuk.
2.2.4.a.
Rzadkość —

Litery S i Z wyraźnie oddzielone. Ostre zakończenia litery Z. Zewnętrzny koniec dolnego listka w lewym ozdobniku odgięty w dół mocniej, niż w prawym.
2.2.5. — 1931
Nakład rocznika 9.000.000 sztuk.
2.2.5.a.
Rzadkość —

2.2.5.b.
Rzadkość —

Pierwsze wcięcie dolnego listka dłuższe, niż w listku górnym.
2.2.6. — 1932
Nakład rocznika 11.859.000 sztuk.
2.2.6.a.
Rzadkość —

2.2.7. — 1933
Nakład rocznika 7.000.000 sztuk.
2.2.7.a.
Rzadkość —

2.2.8. — 1934
Nakład rocznika 5.900.000 sztuk.
2.2.8.a.
Rzadkość —

2.2.9. — 1935
Nakład rocznika 7.300.000 sztuk.
2.2.9.a.
Rzadkość —
2.2.10. — 1936
Nakład rocznika 12.600.000 sztuk.
2.2.10.a.
Rzadkość —

2.2.11. — 1937
Nakład rocznika 17.370.000 sztuk.
2.2.11.a.
Rzadkość —

2.2.12. — 1938
Nakład rocznika 20.530.000 sztuk.
2.2.12.a.
Rzadkość —

2.2.13. — 1939
Nakład rocznika 12.000.000 sztuk (ilość niepewna).
2.2.13.a.
Rzadkość —

Ilość jednogroszówek wybitych w poszczególnych rocznikach.
2 grosze
2.4 — 2 grosze — wzór 1923

Projektant:
Wojciech Jastrzębowski; inicjały W — J po obu stronach orła, nad łapami.
Wprowadzono do obiegu:
1 czerwca 1924 r. Dz. Ustaw z r. 1924 nr 44, poz. 473.
Wycofano z obiegu:
30 października 1950 r. Dz. Ustaw z r. 1950 nr 50 poz. 459.
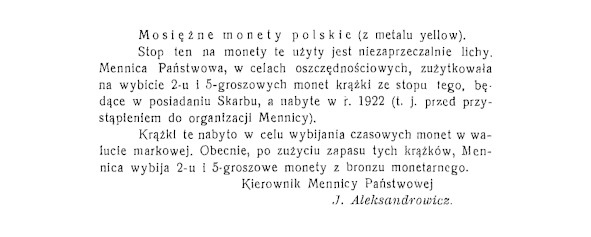
Mosiądz „yellow” (60% Cu, 39,5% Zn, 0,5% Sn); średnica 17,6 mm; waga 2,0 g (w/g rozporządzenia z 26.05.1924); waga rzeczywista około 2,1 g; rant gładki.
Wybito w Warszawie, bez znaku mennicy.
Pierwsze dwugroszówki wybito w Warszawie z datą 1923, wykorzystując mosiężne krążki zakupione w poprzednim roku, z przeznaczeniem na niedoszłą emisję bilonu w walucie markowej. Zastosowanie mosiądzu wymagało znowelizowania rozporządzenia Prezydenta w przedmiocie systemu monetarnego. W rozporządzeniu nie określono wagi tych monet. W katalogach podawana jest waga zgodna z rozporządzeniem (D.U. 7/1924 poz. 65), czyli 2 g.
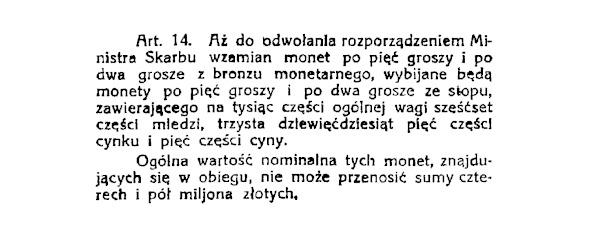
Automat do bicia dwugroszówek zamontowano w lipcu 1924 r. i uruchomiono w sierpniu. Pod koniec miesiąca pojawiły się w obiegu pierwsze monety tego nominału. Produkcja rosła. We wrześniu mennica pracowała na dwie zmiany. Mimo to, rynek nadal odczuwał niedostateczną ilość dwugroszówek w obiegu. Prasa informowała o plotkach mówiących o masowym wywozie monet do Niemiec i Rosji Sowieckiej. Dwugroszówki miały średnicę tylko o 0,1 mm większą od jednofenigówek Republiki Weimarskiej, w ZSRR nie było w obiegu monet o zbliżonych parametrach. Nie wiadomo, w jakim celu miałyby być tam wywożone polskie dwugroszówki.
J. Strzałkowski, za Rzeczpospolitą, informuje, że jeszcze pod koniec roku 1924 w mennicy zabrakło mosiężnych krążków w związku z czym zamówiono w firmach zewnętrznych krążki brązowe (zgodne z rozporządzeniem) i jeszcze w roku 1924 wybito na nich dwu- i pięciogroszówki z datą 1925. Informacje te są sprzeczne z danymi podanymi w sprawozdaniu mennicy.
Kierownik Mennicy Państwowej, J. Aleksandrowicz odpowiadając na zarzuty dotyczące braku fachowości w doborze stopów monetarnych postawione w Przeglądzie Technicznym przez prof. Broniewskiego, bardzo niepochlebnie ocenił mosiądz, z którego bito dwu-2- i pięciogroszówki.
Do czasu uruchomienia w mennicy odlewni i walcowni, brązowe krążki do bicia jedno- i dwugroszówek zamawiano w warszawskich firmach: „Norblin Bracia Buch i T. Werner” oraz „Józef Fraget”.
2.4.1. — 1923
Nakład rocznika 20.429.000 sztuk.
2.4.1.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro.
Litery S i Z wyraźnie oddzielone; Z bardzo blisko E.
Ostre zakończenia litery Z.
2.4.1.b.
Rzadkość —

2.5 — 2 grosze — wzór 1925

Projektant:
Wojciech Jastrzębowski; inicjały W — J po obu stronach orła, nad łapami.
Wprowadzono do obiegu:
1 czerwca 1924 r. Dz. Ustaw z r. 1924 nr 44, poz. 473.
Wycofano z obiegu:
30 października 1950 r. Dz. Ustaw z r. 1950 nr 50 poz. 459.
Mosiądz; średnica 17,6 mm; waga 2,0 g; rant gładki.
Wybito w Warszawie; znak mennicy pod prawą łapą orła.
2.5.1. — 1925
Nakład rocznika 39.014.595 sztuk.
2.5.1.a.
Rzadkość R

Litery S i Z wyraźnie oddzielone; Z prawie dotyka E.
Ostre zakończenia litery Z.
2.5.1.b.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z oddalone od E.
Ostre zakończenia litery Z.
2.5.2. — 1927
Nakład rocznika 15.356.000 sztuk.
2.5.2.a.
Rzadkość R

Ostre zakończenia litery Z.
2.5.2.b.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro.
Litery S i Z wyraźnie oddzielone; Z oddalone od E.
Ostre zakończenia litery Z.
2.5.3. — 1928
Nakład rocznika 26.876.747 sztuk.
2.5.3.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z dotyka E.
Ostre zakończenia litery Z.
2.5.4. — 1930
Nakład rocznika 20.010.000 sztuk.
2.5.4.a.
Rzadkość —

Ostre zakończenia litery Z.
2.5.5. — 1931
Nakład rocznika 9.500.000 sztuk.
2.5.5.a.
Rzadkość —

Ostre zakończenia litery Z.
2.5.6. — 1932
Nakład rocznika 6.486.000 sztuk.
2.5.6.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro.
Litery S i Z wyraźnie oddzielone; Z niemal dotyka E.
Ostre zakończenia litery Z.
2.5.7. — 1933
Nakład rocznika 7.000.000 sztuk.
2.5.7.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro.
Litery S i Z wyraźnie oddzielone; Z niemal dotyka E.
Ostre zakończenia litery Z.
2.5.8. — 1934
Nakład rocznika 9.350.000 sztuk.
2.5.8.a.
Rzadkość —
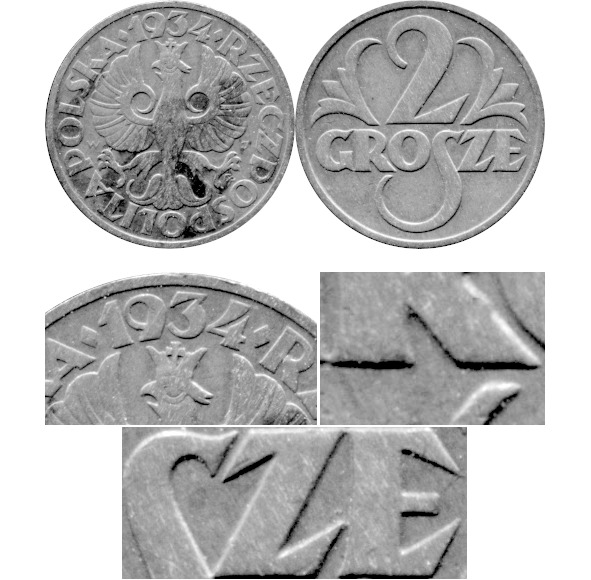
Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z niemal dotyka E.
Ostre zakończenia litery Z.
2.5.9. — 1935
Nakład rocznika 5.800.000 sztuk.
2.5.9.a.
Rzadkość —
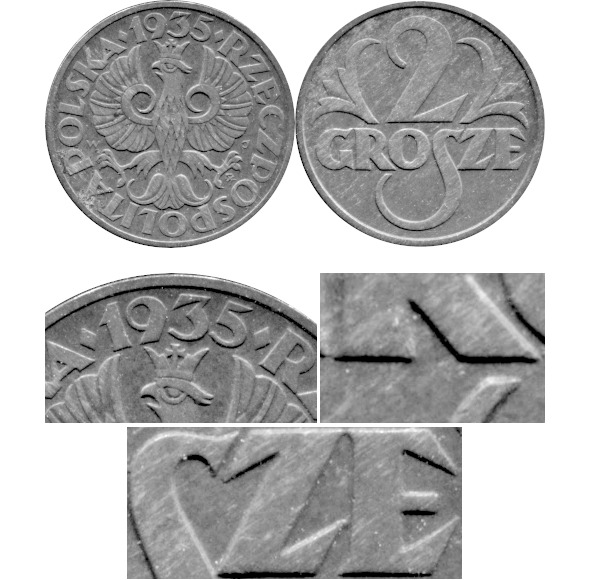
Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z niemal dotyka E.
Ostre zakończenia litery Z.
2.5.10. — 1936
Nakład rocznika 12.800.000 sztuk.
2.5.10.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z niemal dotyka E.
Ostre zakończenia litery Z.
2.5.11. — 1937
Nakład rocznika 17.365.000 sztuk.
2.5.11.a.
Rzadkość —
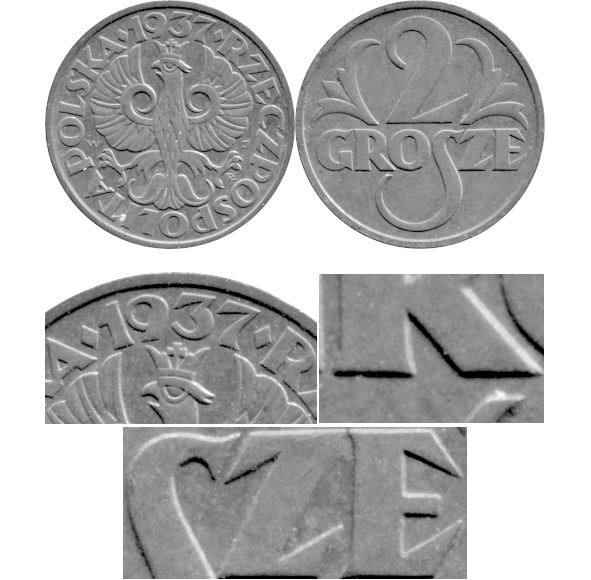
Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z nie dotyka E.
Ostre zakończenia litery Z.
2.5.12. — 1938
Nakład rocznika 20.535.000 sztuk.
2.5.12.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z nie dotyka E.
Ostre zakończenia litery Z.
2.5.13. — 1939
Nakład rocznika około 12.000.000 sztuk.
2.5.13.a.
Rzadkość —

Dolny koniec litery S w GROSZE grubszy, zakończony ostro. Litery S i Z wyraźnie oddzielone; Z nie dotyka E.
Ostre zakończenia litery Z.
Ilość dwugroszówek wybitych w poszczególnych rocznikach.
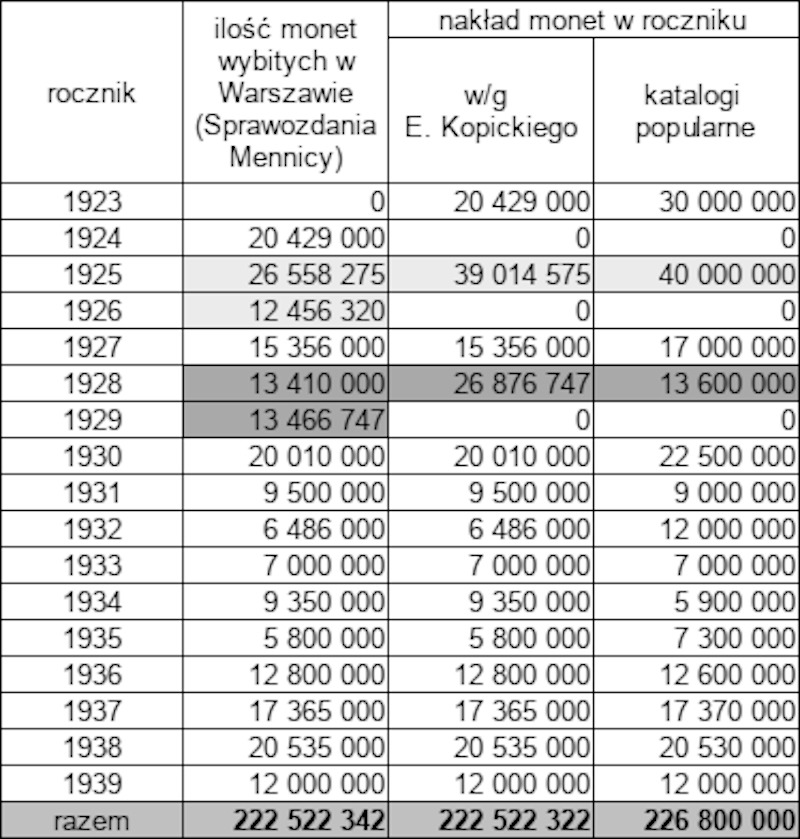
oraz powielają błąd drukarski dotyczący rocznika 1936 popełniony niegdyś w jednym z katalogów.
Sumując dane ze sprawozdań Mennicy za lata 1925 i 1926,
E. Kopicki pomylił się o 20 sztuk.
5 groszy
2.6 — 5 groszy — wzór 1923

Projektant:
Wojciech Jastrzębowski; inicjały W — J po obu stronach orła, nad łapami.
Wprowadzono do obiegu:
1 czerwca 1924 r. Dz. Ustaw z r. 1924 nr 44, poz. 473.
Wycofano z obiegu:
30 października 1950 r. Dz. Ustaw z r. 1950 nr 50 poz. 459.
Mosiądz „yellow” (60% Cu, 39,5% Zn, 0,5% Sn); średnica 20,0 mm; waga 3,0 g (w/g rozporządzenia z 26.05.1924); waga rzeczywista około 3,55 g; rant gładki.
Wybito w Warszawie, bez znaku mennicy.
Pięciogroszówki zaprojektowane przez W. Jastrzębowskiego są pierwszymi monetami obiegowymi wybitymi w Mennicy Państwowej. Z pierwszych monet II Rzeczypospolitej tylko dwu- i pięciogroszówek nie zamówiono w mennicach zagranicznych.
2.6.1. — 1923
Nakład rocznika 32.150.000 sztuk.
2.6.1.a.
Rzadkość —

Litery S i Z wyraźnie oddzielone; Z bardzo blisko Y. Ostre zakończenia litery Z.
2.6.1.b.
Rzadkość —

Litery S i Z wyraźnie oddzielone;
Z bardzo blisko Y. Ostre zakończenia litery Z.
Blacha, którą zakupiono w 1922 roku była złej jakości. Mosiężne dwu- i pięciogroszówki często różnią się kolorem, co może wskazywać na to, że dostawy nie pochodziły z jednego źródła.
2.6.1.c.
Rzadkość —

Litery S i Z wyraźnie oddzielone; Z oddalone od Y.
Ostre zakończenia litery Z.
Niektóre katalogi notują istnienie pięciogroszówek 1923 bitych w brązie, określając je jako omyłkowe bicie na krążku z niewłaściwego stopu. Nie wyjaśniają przy tym, jak do takiej pomyłki mogło dojść. Problem w tym, że w Warszawie nie bito wówczas innych monet, których krążki można by omyłkowo zastosować. Pięciogroszówki 1923 są pierwszymi monetami wybitymi w nowej mennicy.
Kup książkę, aby przeczytać do końca.